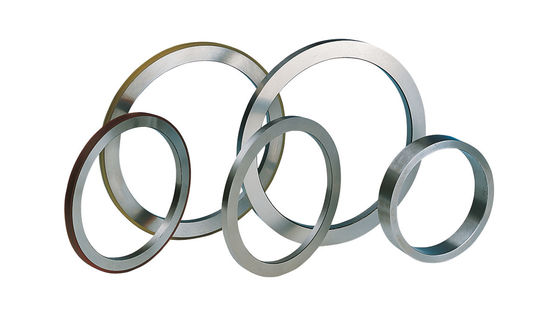
SENDA produziert Rotationsschneiderblätter HRC55 für das kontinuierliche Längsschneiden von Blechen, Spulen und Streifen aus Edelstahl.
Jede Klinge wird nach der Edelstahlqualität, der Materialstärke, der Zugfestigkeit, der Schnittgeschwindigkeit, den Abmessungen der Scheibenvorlage und den Maschinenzuständen angepasst.D2 und SKD11 sind als Hauptmaterialoptionen für Klingen verfügbar, mit einer Härte von HRC 55-57.
Bei den anwendbaren Messgrößen der Klingen kann die Toleranz für die Dicke auf ±0,001 mm, die Parallelität auf 0,002 mm und die Oberflächenrauheit der polierten Klinge auf Ra 0,1 μm reduziert werden.
Wichtige Produktinformationen
|
Artikel
|
Spezifikation
|
| Material der Klinge |
D2 / SKD11 |
| Härte |
HRC 55 ̊57 |
| Abmessungen |
Gemäß Zeichnungen angepasst |
| MOQ |
2 Stück |
| Vorlaufzeit |
Ungefähr 35 Tage |
| Verpackung |
Holzgehäuse |
| Nachschleifen |
Verfügbar für ausländische Kunden |
Produktübersicht
Rotationsschneiderblätter HRC55 sind an den oberen und unteren Scheiben von Schneidermaschinen aus Edelstahl montiert.Die Klingen verwenden eine kontrollierte horizontale Freiheit und vertikale Überlappung, um Edelstahlbleche oder -spulen kontinuierlich in schmalere Streifen zu teilen.
Zu den typischen Anwendungen gehören:
- Schnittleitungen aus Edelstahl
- Maschinen zum Schneiden von Blechen aus Edelstahl
- Herstellung von Streifen aus Edelstahl
- Metallverarbeitungsbetriebe
- Präzisionsbearbeitung von Streifen aus Edelstahl
- Ausgerichtet aus Edelstahl
- Maschinen zur Verarbeitung von Spinnstoffen
Das Ergebnis des Schneidens hängt nicht nur von der Härte ab, sondern auch von dem Material der Klinge.Die Konfiguration des Abstands und die Installationsparameter müssen ebenfalls der Anwendung entsprechen..
Vor der Produktion überprüft SENDA die Qualität, Dicke, Zugfestigkeit, Messung der Klinge und den Zustand der Maschine von Edelstahl.
Häufige Probleme beim Schneiden von Edelstahl
Übermäßige Kantenbrüche
Übermäßige Schürfungen können auf falsche horizontale Abstand, abgenutzte Schneidkanten, Fehler bei der Montage der Klinge oder Abfahrt der Scheibenvorlage zurückzuführen sein.
Die Dicke der Klinge und der Parallelismus beeinflussen auch die Schnittposition zwischen der oberen und der unteren Klinge.Abweichungen der Abmessungen einzelner Klingen und Abstandsgitter können sich ansammeln und die tatsächliche Schneidfreiheit verändern.
Die Steuerung von Burr erfordert daher eine Bewertung sowohl der Klingen als auch der kompletten Werkzeugkonfiguration.
Schnittrandsplitterung
Das Zersplittern der Klinge ist nicht immer durch eine unzureichende Härte verursacht.
Wenn die Härte ohne ausreichende Zähigkeit zu hoch ist, kann es zu lokalen Splittern beim Schneiden von hochfesterem Edelstahl, beim Arbeiten mit übermäßiger Blattüberschneidung oder bei abnormalen Aufprallen kommen.
Ist die Härte zu gering, kann der Verschleiß der Schneide und die Nachschleiffrequenz zunehmen.
Der HRC-Bereich 55 ∼57 muss daher mit dem Wärmebehandlungszustand von D2 oder SKD11 übereinstimmen, wobei die Edelstahlfestigkeit, die Materialdicke und die Maschinenlast zu berücksichtigen sind.
Ungleichmäßiger Verschleiß
Einseitiger oder lokalisierter Verschleiß der Klinge kann auf folgende Faktoren zurückzuführen sein:
- Flachheit oder Parallelität der Klinge
- Abfahrt von der Scheinwand
- Konfiguration der Abstandstärke
- Verriegelung des Werkzeugs
- Ungleichmäßige Belastung
- Abweichungen in der Dicke von Edelstahl
- Falsche Übereinstimmung zwischen Klinge und Werkstück
Vor dem Austausch der Klingen sollten auch die Ränder, Abstandsgrenzen, Abtrennringe und die Montagebedingungen überprüft werden.
Unstabile Streifenbreite
Die Streifenbreite kann durch die Blattdicke, die Abstandsgenauigkeit, die Position des Sterns, die Verriegelung der Werkzeuge oder die Materialverfolgung variieren.
Bei mehrblattigen Schneidlinien muss die Dimensionskontrolle die gesamte Werkzeugmontage und nicht nur die einzelnen Drehblatten abdecken.
Warum das Material, die Härte und die Präzision der Klinge gleich sein müssen
HRC55 ist nicht der einzige Auswahlfaktor
HRC55 gibt die Rockwell-Härte der Klinge an, kann aber nicht unabhängig davon bestimmen, ob die Klinge für eine bestimmte Schnittlinie aus Edelstahl geeignet ist.
Bei der Auswahl der Klinge sollte außerdem berücksichtigt werden:
- von nicht rostendem Stahl
- Materialdicke
- Zugfestigkeit oder Härte
- Schnittgeschwindigkeit
- Notwendige Bandbreite
- Außendurchmesser, Innendurchmesser und Dicke der Klinge
- Maschinen- und Anlegestelle
- Vorhandene Probleme mit Burren, Splittern oder Verschleiß
D2 und SKD11 können innerhalb des Bereichs HRC 55-57 wärmebehandelt werden. Das Endmaterial und die Wärmebehandlungskonfiguration sind nach den tatsächlichen Betriebsbedingungen zu wählen.
Die Dicke beeinflusst die Werkzeugmontage
Für die anwendbaren Klingengrößen kann SENDA die Toleranz der Klingendicke bis zu ±0,001 mm kontrollieren.
In einer Werkzeugmenge mit mehreren Klingen bestimmt die Dicke der Klinge und des Abstands die akkumulierte Werkzeugbreite.Eine übermäßige kumulierte Abweichung kann zu Bandbreitenveränderungen oder zu einem Unterschied zwischen der tatsächlichen und der geplanten Schnittfreiheit führen..
Der Wert von ±0,001 mm gilt nicht für jeden Durchmesser und jede Dicke. Die endgültigen Toleranzen werden nach den Abmessungen der Klinge und der erforderlichen Präzisionsstufe bestätigt.
Parallelität beeinträchtigt den Kontakt der Klinge
Bei den anwendbaren Klingengrößen kann die Parallelität auf 0,002 mm reduziert werden.
Parallelistische Abweichungen können zu lokalisiertem Kontakt, ungleichmäßiger Belastung oder inkonsistentem Verschleiß der Schneide führen.Kontrollierter Parallelismus hilft, die beabsichtigte Kontaktposition zwischen den oberen und unteren Klingen zu erhalten.
Oberflächenrauheit beeinflusst Reibung und Berührung
Die Standard-Feingrundoberfläche kann Ra 0,2 μm erreichen.
Für die entsprechenden Klingengrößen ist eine polierte Oberfläche von bis zu Ra 0,1 μm verfügbar.
Die gewünschte Oberflächenbeschichtung sollte entsprechend den Anforderungen an die Oberfläche aus Edelstahl, der Materialhafte, der Schnittgeschwindigkeit und den Betriebsbedingungen ausgewählt werden.
SENDA HRC55 Rotationsschneidblattlösung
Gemäß Zeichnungen und Betriebsbedingungen angepasst
SENDA produziert Rotationsschneidblatt HRC55 nach Zeichnungen, physikalischen Proben oder vorhandenen Messungen.
Zu den anpassbaren Elementen gehören:
- Außendurchmesser
- Innerer Durchmesser
- Ausmaß der Klinge
- Ausrüstung für die Bohrung
- Spitzengeometrie
- Härte
- Flachheit
- Parallelismus
- Oberflächenrauheit
- Rostschutz
- Verpackungsmethode
Vor der Produktion werden die Qualität, der Dickenbereich, die Zugfestigkeit, die Schnittgeschwindigkeit und die Maschinenbedingungen überprüft.
D2 und SKD11 Materialoptionen
D2 und SKD11 sind Kaltbearbeitungswerkzeugstähle, die für Metallschneide verwendet werden.
Die endgültige Auswahl der Materialien hängt von
- Stärke aus Edelstahl
- Materialdicke
- Schneidkantenbelastung
- Erwarteter Verschleiß
- Risiken für Spaltungen
- Anforderungen an die Umschleifung
- Bedingungen für die Schneidleitung
Der auf dieser Seite dargestellte HRC 55 57 ist der verfügbare Blechhärtebereich, der nicht bedeutet, dass bei jeder Anwendung ein identisches Wärmebehandlungsprozess verwendet wird.
Präzisionsschleifen und Dimensionskontrolle
SENDA kontrolliert die folgenden Gegenstände nach den Abmessungen der Klinge und der genehmigten Zeichnung:
- Ausmaß der Klinge
- Flachheit
- Parallelismus
- Abmessungen der Bohrungen
- Konzentriertheit oder Radialer Ausfluss
- Spitzenstand
- Oberflächenrauheit
Für die anwendbaren Klingengrößen:
- Die Toleranz für die Dicke kann ±0,001 mm erreichen
- Parallelismus kann 0,002 mm erreichen
- Standardoberflächenrauheit erreicht Ra 0,2 μm
- Die Oberflächenrauheit der polierten Oberfläche kann Ra 0,1 μm erreichen
Vollständige Unterstützung für Schneidwerkzeuge
Zusätzlich zu Drehschneidern kann SENDA entsprechende Werkzeugkomponenten nach der erforderlichen Streifenbreite, der Materialentfernung und der Maschinenstruktur liefern.
Zu den verfügbaren Komponenten gehören:
- Zwischenräume aus Stahl
- Schwimmer
- mit einer Breite von nicht mehr als 15 mm
- mit einer Breite von nicht mehr als 15 mm
- mit einer Breite von mehr als 20 mm
- mit einer Breite von nicht mehr als 20 mm
Blades, Abstandsgrenzen und Abtrennkomponenten sollten als vollständiges Werkzeugsystem konfiguriert werden, um die Dimensionsunterschiede und das instabile Materialabtrennen zu reduzieren.
Technische Spezifikation
|
Parameter
|
Spezifikation
|
| Produktbezeichnung |
HRC55 Drehschneidblätter |
| Anwendung |
Verarbeitung von Blech, Spulen und Streifen aus Edelstahl |
| Material der Klinge |
D2 / SKD11 |
| Härte |
HRC 55 ̊57 |
| Außendurchmesser |
Gemäß Zeichnung angepasst |
| Innerer Durchmesser |
Gemäß den Abmessungen der Sternwand angepasst |
| Ausmaß der Klinge |
Anpassung nach Werkzeugkonfiguration |
| Ausmaß der Abweichung |
Bis zu ± 0,001 mm für die anwendbaren Klingengrößen |
| Parallelismus |
Bis zu 0,002 mm je nach Abmessung |
| Flachheit |
Steuerung nach den Anforderungen an den Durchmesser, die Dicke und das Ziehen der Klinge |
| Toleranz gegenüber Langweilen |
Gemäß der genehmigten Zeichnung und der Anpassung an die Scheibenvorlage |
| Konzentriertheit / Radialer Ausfluss |
Gemäß dem genehmigten Zeichnungs- und Inspektionsdatum |
| Standardauflagegefähigkeit |
Ra 0,2 μm |
| Oberflächenrauheit der polierten Fläche |
Bis zu Ra 0,1 μm für die anwendbaren Klingengrößen |
| Randgeometrie |
Nach Maßgabe der Schneideanwendung angepasst |
| Produktionsgrundlage |
Zeichnung, Muster oder bestehende Messungen der Klinge |
| Passendes Werkzeug |
mit einem Durchmesser von mehr als 50 cm3 |
| MOQ |
2 Stück |
| Vorlaufzeit |
Ungefähr 35 Tage |
| Standardverpackung |
Holzgehäuse |
| Nachschleifdienst |
Verfügbar für ausländische Kunden |
| Zertifizierung |
ISO 9001 |
| Herkunftsland |
China |
Anmerkung:Die angegebenen Genauigkeitswerte gelten nicht für alle Messgrößen der Klinge; die endgültigen Toleranzen und Prüfkriterien werden anhand des Durchmessers, der Dicke, des Materials und der genehmigten Zeichnung der Klinge bestätigt.
Anwendungen für das Schneiden von Edelstahl
Rotationsschneiderblätter HRC55 werden für das Längsschneiden von Blechen, Spulen und Streifen aus Edelstahl verwendet.
Die Konfiguration der Klinge sollte anhand der spezifischen Edelstahlqualität und Betriebsbedingungen ausgewählt werden.
Verschiedene Edelstahlsorten können unterschiedliche Eigenschaften haben:
- Zugfestigkeit
- Arbeitshärtende Verhaltensweisen
- Flächenanforderungen
- Anforderungen an das Schneiden der Kanten
- Risiken für Splitter und Verschleiß
Die allgemeine Beschreibung "Edelstahl" reicht für die endgültige Auswahl der Klinge nicht aus.
Wie funktionieren Rotationsschneiderblätter HRC55
Drehschneiderblätter werden in der Regel in Paaren auf den oberen und unteren Scheidewänden montiert.
Während der Edelstahl durch die Maschine fließt, erzeugen die oberen und unteren Klingen eine kontinuierliche Schere durch kontrollierte horizontale Freiheit und vertikale Überlappung.
Der endgültige Schneidzustand wird durch folgende Faktoren beeinflusst:
- Material und Härte der Klinge
- Spitzenstand
- Horizontale Freiheit
- Vertikale Überlappung
- Genauigkeit der Scheibenvorrichtung
- Parallelisierung der Klinge
- Konfiguration der Abstandstärke
- Stripper-Ring-Arrangement
- Materialdicke
- Zugfestigkeit
- Produktionsleitungsgeschwindigkeit
Für jede Sorte Edelstahl sollte kein einziges festgelegtes Abstandsverhältnis angewendet werden.
Der horizontale Freiraum sollte nach der Qualität des Edelstahls, der Materialstärke, der Zugfestigkeit, dem erforderlichen Randzustand und dem Zustand der Maschine ausgewählt werden.
Eine unzureichende Abstandsfreiheit kann die Schneidlast, das Verschleißrisiko und die Splittergefahr erhöhen, und eine übermäßige Abstandsfreiheit kann zu einer größeren Bruchzone, zu erhöhten Burrs oder Kantenverformungen führen.
Wie wählt man die richtige HRC55-Schneide aus?
Bestätigen Sie das Material aus Edelstahl
Bitte geben Sie an:
- von nicht rostendem Stahl
- SUS-Serie
- Zustand des Materials
- Zugfestigkeit
- Leistungsstärke oder Härte
Die Materialqualität und -festigkeit beeinflussen das Material der Klinge, ihre Härte, die Geometrie der Kanten und die Schnittfreiheit.
Überprüfen Sie die Materialdicke
Bitte geben Sie an:
- Normale Betriebsdicke
- Mindestdicke
- Höchstdicke
- Ob sich die Dicke während der Produktion ändert
Die Materialdicke beeinflusst die Belastung der Klinge, die Abmessungen, die Freiraum- und Überlappungsanforderungen.
Bestätigen Sie die Abmessungen der Klinge
Zu den empfohlenen Informationen gehören:
- Außendurchmesser
- Innerer Durchmesser
- Ausmaß der Klinge
- Schlüsselanlage oder Montageanlage
- Spitzengeometrie
- Vorhandenes Material der Klinge
- Bestehende Härte der Klinge
Wenn keine Zeichnung vorhanden ist, können die Kunden Fotos, Abmessungen oder physikalische Muster der vorhandenen Klingen zur Verfügung stellen.
Bestätigen Sie Maschine und Produktionsparameter
Bitte geben Sie an:
- Modell der Schneidmaschine
- Abmessungen der Scheinwand
- Schnittgeschwindigkeit
- Notwendige Bandbreite
- Anzahl der Klingen in jedem Werkzeugsatz
- Verriegelungsmethode des Werkzeugs
- Vorhandene Abstands- und Stripping-Ring-Konfiguration
Die Klingen müssen mit den Rängen und dem kompletten Werkzeugsystem abgestimmt sein und dürfen nicht nur nach dem Außendurchmesser und dem Innendurchmesser hergestellt werden.
Beschreiben Sie bestehende Schnittprobleme
Bitte erläutern Sie aktuelle Probleme, einschließlich:
- Übermäßige Bräune
- Schneidende Splitterarbeiten
- Häufiges Nachschleifen
- Ungleichmäßiger Verschleiß der oberen und unteren Klinge
- Unstabile Streifenbreite
- Flächenkratzungen aus Edelstahl
- Materialhaftung
- Abstrich von unstabilem Material
SENDA kann prüfen, ob die Klingen, die Freizügigkeit, die Abstandsgrenzen, die Ränder und die Anlageneinstellungen zusammen angepasst werden sollten.
Herstellungsprozess
Die Herstellungsmethode für Dreh-Slitterblätter HRC55 wird nach Material, Abmessungen, Struktur und Präzisionsanforderungen bestimmt.
Ein typischer Prozess umfasst:
- Zeichnung und Überprüfung der Anmeldung
- Auswahl des Blattmaterials
- Inspektion der Rohstoffe
- Herstellen oder Schmieden von Holz
- Wärmebehandlung und Härtung
- CNC-Rohbearbeitung
- Maschinen, Apparate und Geräte für die Bearbeitung
- Präzisionsoberflächenschleifen
- Schnittbearbeitung
- Feinschleifen oder Polieren
- Demagnetisierung und Rostverhütung
- Endkontrolle
- Verpackung aus Holz
Dünne Klingen, Klingen mit großem Durchmesser und spezielle Kantengeometrien können bei der Wärmebehandlung und dem Schleifen unterschiedliche Steuerungen erfordern.
Inspektion und Qualitätskontrolle
SENDA wurde 1998 gegründet und beschäftigt mehr als 100 Mitarbeiter.
Abhängig von der Bestellung und der genehmigten Zeichnung können die Kontrollpunkte Folgendes umfassen:
- Material der Klinge
- Härte
- Außendurchmesser
- Innerer Durchmesser
- Ausmaß der Klinge
- Flachheit
- Parallelismus
- Konzentriertheit oder Radialer Ausfluss
- Oberflächenrauheit
- Spitzenstand
- Oberflächenkratzungen
- Zersplitterung und Schleifen
- Produktkennzeichnung
- Rostschutz
- Verpackungszustand
Die Anforderungen an die endgültige Prüfung beruhen auf der genehmigten Zeichnung, der Bestellung und der technischen Vereinbarung.
Dienst für die Übersee-Wiederschleiferei
SENDA erbringt für Kunden aus dem Ausland Dienstleistungen im Bereich der Rückschliffserzeugung.
Vor dem Nachschleifen werden die verwendeten Klingen auf Folgendes ausgewertet:
- Spitzentechnik
- Spalttiefe
- Die übrigen Abmessungen der Klinge
- Material und Härte
- Vorherige Neuschleifgeschichte
- Flachheit und Parallelität
- Risse oder abnormale Beschädigungen
Wenn die Klingen für das Nachschleifen geeignet bleiben, kann SENDA die Kantenwiederherstellung, das Präzisionsschleifen, die Dimensionswiederinspektion, die Rostverhütung und die Umverpackung durchführen.
Nicht alle gebrauchten Klingen können neu gemahlen werden; Klingen mit tiefen Splittern, unzureichenden übrigen Abmessungen oder strukturellen Beschädigungen müssen möglicherweise ersetzt werden.
Verpackung, MOQ und Lieferung
Mindestbestellmenge
Die Mindestbestellmenge beträgt:
2 Stück
Dies unterstützt kundenspezifische Spezifikationen, Probenbestätigung und Ersatzanforderungen für kleine Chargen.
Vorlaufzeit
Die Standardlaufzeit beträgt:
Ungefähr 35 Tage
Die endgültige Lieferzeit hängt von Material, Abmessungen, Menge, Wärmebehandlungsweg und Präzisionsanforderungen der Klinge ab.
Standardverpackung
Die Standardverpackung ist ein Holzgehäuse.
Die Verpackungsvorbereitung umfasst in der Regel:
- Reinigung der Klinge
- Rostschutz
- Schnittkantenschutz
- Einzel- oder Schichtbefestigung
- Innere Verstärkung aus Holz
- Prüfung der Außenmarkierung
Die Verpackungsmethode wird anhand der Abmessungen der Klinge, des Gewichts und der Bestellmenge angepasst.
Häufig gestellte Fragen
Ist HRC55 für alle Anwendungen des Schneidens von Edelstahl geeignet?
- Nein. Ich weiß nicht.
HRC55 ist eine Maßnahme für die Härte der Klinge, die zusammen mit dem Material der Klinge, der Qualität des Edelstahls, der Materialdicke, der Zugfestigkeit, der Schnittgeschwindigkeit und der Spaltungsgefahr bewertet werden muss.
Wie soll ich zwischen D2 und SKD11 wählen?
Sowohl D2 als auch SKD11 können für Metallschneidblätter verwendet werden.
Die endgültige Auswahl hängt von der Festigkeit, der Dicke, der Schneidlast, der erwarteten Verschleißart, dem Spaltungsrisiko und den Anforderungen an das Nachschleifen ab.
SENDA bestätigt die Material- und Wärmebehandlungskonfiguration nach Prüfung der Betriebsbedingungen.
Kann SENDA Klingen nach Zeichnungen herstellen?
- Ja, das ist es.
SENDA kann Rotationsschneiderblätter nach Kundenzeichnungen, vorhandenen Blättermaßen oder physikalischen Proben herstellen.
Die Zeichnungen sollten vorzugsweise den Außendurchmesser, den Innendurchmesser, die Dicke, die Toleranzen, die Randgeometrie und die Anforderungen an das Material enthalten.
Welche Präzision kann SENDA liefern?
Für die anwendbaren Klingengrößen:
- Die Toleranz für die Dicke kann ±0,001 mm erreichen
- Parallelismus kann 0,002 mm erreichen
- Standardoberflächenrauheit erreicht Ra 0,2 μm
- Die Oberflächenrauheit der polierten Oberfläche kann Ra 0,1 μm erreichen
Die endgültige Genauigkeit wird nach den Abmessungen der Klinge und den Zeichnungsanforderungen bestätigt.
Kann die SENDA Abstandsschalter und Strip-Ringe liefern?
- Ja, das ist es.
SENDA kann Stahlspacer, Schimmen, PU-Ringe, Gummiringe, Trennringe und Stahlstripper-Ringe für komplette Schneidwerkzeugkonfigurationen liefern.
Bietet SENDA für ausländische Kunden Nachschleifen an?
- Ja, das ist es.
Vor dem Nachschleifen müssen die Klingen auf Verschleiß, Splitter, verbleibende Abmessungen, Materialzustand und vorherige Nachschleifgeschichte geprüft werden.
Welche Informationen sind für ein Angebot erforderlich?
Bitte geben Sie an:
- von nicht rostendem Stahl
- Materialdickenbereich
- Zugfestigkeit oder Härte
- Schnittgeschwindigkeit
- Notwendige Bandbreite
- Außendurchmesser, Innendurchmesser und Dicke der Klinge
- Modell der Schneidmaschine
- Zeichnung oder Muster
- Vorhandenes Material der Klinge
- Aktuelle Schnittprobleme
- Notwendige Menge
- Anforderungen an die Übereinstimmung von Werkzeugen
Nachfrageinformationen
Für eine Überprüfung der Anmeldung und einen Angebot geben Sie bitte an:
- von nicht rostendem Stahl
- Mindest- und Höchstdicke des Materials
- Zugfestigkeit oder Härte
- Schnittgeschwindigkeit
- Notwendige Bandbreite
- Blade OD × ID × Dicke
- Modell und Abmessungen der Schnittmaschine
- Vorhandenes Blattmaterial und -härte
- Probleme mit Strömungsbrüchen, Splittern oder Verschleiß
- Erforderliche Abstandsräume, Schimmer, PU-Ringe oder Stripperringe
- Zeichnung, Fotografien oder Musterinformationen
- Notwendige Menge

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!