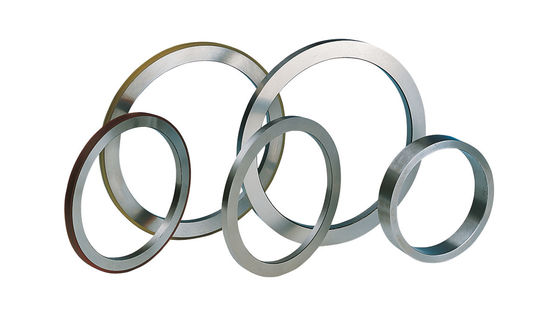
SENDA Rotationsschneidmesser sind für das Längsschneiden von gekühlten warmgewalzten Stahlspulen, -blechen und -bändern konzipiert. Die Messer sind auf der oberen und unteren Welle einer Längsteilanlage montiert. Durch den kontrollierten horizontalen Abstand und die Messerüberlappung wird ein breites Stahlcoil kontinuierlich in schmalere Streifen geschnitten.
Die Rotorblätter können nach technischen Zeichnungen, vorhandenen Rotorabmessungen oder physischen Mustern individuell angepasst werden. Klingenmaterial, Härte, Maßgenauigkeit und unterstützende Werkzeuge werden entsprechend der Dicke des warmgewalzten Stahls, der Zugfestigkeit, der Schnittgeschwindigkeit, den Maschinenbedingungen und den aktuellen Schneidproblemen ausgewählt.
Hauptproduktspezifikationen
|
Parameter
|
Spezifikation
|
| Produktname |
Rotationsschneiderklingen |
| Andere Namen |
Spulenschneidermesser, Kreisschneidermesser, Rotationsscherenmesser |
| Anwendung |
Längsschneiden von warmgewalzten Stahlcoils, Blechen und Bändern |
| Schnittstärke |
0,1–24 mm |
| Verfügbare Materialien |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Werkzeugstahlhärte |
HRC 62–64 für anwendbare Werkzeugstahlspezifikationen |
| Maximaler Außendurchmesser |
600 mm |
| Beispielgröße |
6.000″ AD × 3.000″ ID × 0,375″ T |
| Toleranz des Innendurchmessers |
+0,02 mm |
| Konzentrizität |
≤0,02 mm |
| Dickentoleranz |
Bis zu ±0,001 mm, abhängig vom Blattdurchmesser |
| Standard-Oberflächenrauheit |
Ra 0,2 μm |
| Rauheit der polierten Oberfläche |
Bis zu Ra 0,1 μm für anwendbare Größen |
| Referenzgeschwindigkeit für die Dünnschichtindustrie |
Bis ca. 305 m/min |
| Anpassung |
Nach Zeichnung, Maß oder Muster |
| Mindestbestellmenge |
2 Stück |
| Lieferzeit |
30–35 Tage |
Bei der aufgeführten Beispielgröße handelt es sich nicht um eine feste Standardangabe. Der endgültige Außendurchmesser, der Innendurchmesser, die Dicke, das Material, die Härte und die Toleranzen werden gemäß der genehmigten Zeichnung und den tatsächlichen Schneidbedingungen hergestellt.
Anwendungen für das Schneiden von warmgewalztem Stahl
Diese Rotationsschneidmesser werden hauptsächlich verwendet in:
- Schneiden von warmgewalzten Stahlcoils
- Schneiden von warmgewalztem Stahlblech
- Produktion von warmgewalztem Schmalband
- Bearbeitungszentren für Stahlcoils
- Stahl-Servicezentren
- Kantenbeschnitt von warmgewalzten Blechen
- Kontinuierliche Mehrmesser-Schneidanlagen
Dieses Produkt ist für warmgewalzten Stahl bestimmt, der den Walzprozess abgeschlossen und abgekühlt ist. Es ist nicht für das Schneiden von glühendem Stahl, das heiße fliegende Scheren oder das Ablängen bei hohen Temperaturen auf einer Warmwalzlinie vorgesehen.
Häufige Probleme beim Längsschneiden von warmgewalztem Stahl
Die Dicke, Festigkeit, Oberflächenskalierung und Schnittlast des warmgewalzten Stahls beeinflussen die Auswahl des Klingenmaterials, die Härte und die Werkzeugparameter. Eine falsche Klingen- oder Werkzeugkonfiguration kann Folgendes zur Folge haben:
|
Häufiges Problem
|
Typisches Ergebnis
|
| Übermäßige Grate |
Kontinuierliche oder lokalisierte Grate entlang der Schlitzkante |
| Kantenverformung |
Gerollte, gestauchte oder verformte Bandkanten |
| Abplatzende Klinge |
Lokale Absplitterungen, Mikrorisse oder Kantenschäden |
| Schneller Klingenverschleiß |
Schnelles Abstumpfen der Kanten und häufigeres Nachschleifen |
| Ungleichmäßiger Klingenverschleiß |
Unterschiedliche Verschleißraten zwischen Ober-, Unter- oder benachbarten Messern |
| Breitenvariation |
Maßabweichungen bei den fertigen Streifen |
| Messer klemmt |
Störungen während der Installation oder des Betriebs des Rotorblatts |
| Instabiles Abisolieren |
Schwierigkeiten beim Führen oder Trennen der Spaltbänder |
Diese Probleme werden nicht immer nur durch das Klingenmaterial verursacht. Der horizontale Abstand, die Präzision des Dorns, die Parallelität der Klingen, die Ansammlung von Distanzstücken, der Installationszustand und die Abisolierkonfiguration können sich ebenfalls auf das Schneidergebnis auswirken.
Warum es zu Graten und abnormalen Schnittergebnissen kommt
Unterschiedliche Schneidergebnisse können auf unterschiedliche Bereiche hinweisen, die überprüft werden müssen.
|
Schneidergebnis
|
Inspektionsrichtung
|
| Völlig unregelmäßige Grate auf allen Streifen |
Überprüfen Sie die Präzision der Schneidemaschine und des kompletten Werkzeugsatzes |
| Ungerade oder gerade Streifen können nicht vollständig getrennt werden |
Überprüfen Sie die Ausrichtung der Wellenschulter und den Abstand des ersten Messerpaars |
| Auf derselben Seite der Streifen treten regelmäßig Grate auf |
Abstreifposition, Trennschulter und Anfangsspiel prüfen |
| Durchgehende Grate über die gesamte Bandlänge |
Prüfen Sie den Rundlauf des Dorns und die Parallelität der Sägeblätter |
| Einige Streifen sind akzeptabel, während andere weiterhin defekt sind |
Überprüfen Sie den kumulierten Klingenfehler und den Zustand der Klingenoberfläche |
| Regelmäßige übermäßige Grate auf beiden Seiten aller Streifen |
Der horizontale Abstand ist möglicherweise zu groß |
| Regelmäßige Kompression auf beiden Seiten aller Streifen |
Der horizontale Abstand ist möglicherweise zu gering |
Probleme beim Schlitzen von warmgewalztem Stahl sollten daher durch gemeinsames Überprüfen der Klingen, Wellen, Abstandshalter, Spiel und Installationszustand beurteilt werden, anstatt einfach die Klingenhärte zu erhöhen.
Klingenmaterialien für unterschiedliche warmgewalzte Stahldicken
SENDA wählt die Klingenmaterialien entsprechend der Dicke des warmgewalzten Stahls, der Zugfestigkeit, der Oberflächenbeschaffenheit und den tatsächlichen Schneidanforderungen aus.
|
Dicke des warmgewalzten Stahls
|
Verfügbare Klingenmaterialien
|
| <3,0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 und LS13
LS7, LS6 und LS13 werden entsprechend dem Dickenbereich des warmgewalzten Stahls ausgewählt:
- LS7 kann in den drei Hauptdickenbereichen verwendet werden.
- LS6 wird hauptsächlich für warmgewalzten Stahl unter 6,0 mm verwendet.
- LS13 wird hauptsächlich für warmgewalzten Stahl über 3,0 mm verwendet.
SKD11, D2 und Cr12MoV
SKD11, D2 und Cr12MoV sind Werkzeugstahl-Materialkategorien, die für unterschiedliche warmgewalzte Stahldicken verwendet werden können. Die endgültige Auswahl hängt von der Bandfestigkeit, der Oberflächenskalierung, der Schnittlast, der Schnittgeschwindigkeit und dem Absplitterungsrisiko ab.
HSS
HSS ist als Schnellarbeitsstahl-Materialkategorie für verschiedene Dickenbereiche erhältlich. Die spezifische HSS-Sorte wird entsprechend den tatsächlichen Schneidbedingungen ausgewählt.
SD-51 und SD-56
SD-51 und SD-56 können für kaltgewalzte und warmgewalzte Anwendungen verwendet werden. Die endgültige Auswahl hängt immer noch von der Banddicke, der Festigkeit und den Maschinenparametern ab.
Ausgewogenheit von Klingenhärte und Zähigkeit
HRC 62–64 ist für anwendbare Werkzeugstahlklingenspezifikationen verfügbar, dieser Härtebereich sollte jedoch nicht einheitlich auf jedes Klingenmaterial angewendet werden.
Die Endhärte hängt ab von:
- Klingenmaterial
- Dicke des warmgewalzten Stahls
- Zugfestigkeit
- Zustand der Oberflächenablagerungen
- Klingenaußendurchmesser und -stärke
- Schnittgeschwindigkeit
- Modernste Ladung
- Abplatzgefahr
Eine höhere Härte kann die Schnitthaltigkeit und die Verschleißkontrolle unterstützen, bei dickeren Streifen, höheren Schnittlasten oder Stoßbedingungen muss jedoch auch die Blattzähigkeit berücksichtigt werden.
Klingenmaterial und Wärmebehandlungsparameter sollten daher entsprechend der spezifischen Schlitzanwendung ausgewählt werden. HRC 62–64 ist keine universelle Härteangabe für alle Schneidmesser aus warmgewalztem Stahl.
Toleranz und Parallelität der Klingendicke
Die Präzision der Klinge ändert sich mit dem Außendurchmesser. Eine Dickentoleranz von ±0,001 mm sollte nicht als universelle Toleranz für alle Klingengrößen dargestellt werden.
|
Klingenaußendurchmesser
|
Dickentoleranz
|
Parallelität
|
| ≤250 mm |
±0,001 mm |
0,002 mm |
| ≤340 mm |
±0,001 mm |
0,002 mm |
| ≤420 mm |
±0,001 mm |
0,002 mm |
| ≤550 mm |
±0,003 mm |
0,002 mm |
| ≤600 mm |
±0,005 mm |
0,005 mm |
In einem Schneidsystem mit mehreren Messern können sich Maßfehler aufgrund einzelner Klingen und Abstandshalter anhäufen. Daher sollte neben der Dicke jeder einzelnen Klinge auch der gesamte Werkzeugstapel kontrolliert werden.
Klingenebenheit nach Durchmesser und Dicke
Die Ebenheit der Klinge hängt sowohl vom Außendurchmesser als auch von der Klingendicke ab.
|
Klingenaußendurchmesser
|
Dicke ≤1 mm
|
Dicke 1–2 mm
|
Dicke 2–5 mm
|
Dicke>5 mm
|
| ≤250 mm |
0,02 mm |
0,005 mm |
0,002 mm |
0,002 mm |
| ≤340 mm |
0,03 mm |
0,01 mm |
0,005 mm |
0,002 mm |
| ≤420 mm |
0,04 mm |
0,02 mm |
0,01 mm |
0,002 mm |
| ≤550 mm |
— |
— |
0,02 mm |
0,005 mm |
| ≤600 mm |
— |
— |
— |
0,01 mm |
Geeignete Ebenheit und Parallelität tragen dazu bei, den Klingenkontakt, lokale Schnittlasten, ungleichmäßige Abnutzung und Abweichungen bei den fertigen Schlitzkanten zu kontrollieren.
Oberflächenrauheit und -beschaffenheit
Die Standardrauheit der Klingenoberfläche beträgt Ra 0,2 μm. Bei anwendbaren Präzisionsgrößen kann die Rauheit der polierten Oberfläche Ra 0,1 μm erreichen.
|
Oberflächenparameter
|
Spezifikation
|
| Standard-Oberflächenrauheit |
Ra 0,2 μm |
| Rauheit der polierten Oberfläche |
Ra 0,1 μm |
| Hauptanwendungsbereich für Ra 0,1 μm |
Entsprechende Blattgrößen mit Außendurchmesser ≤420 mm |
| Oberflächenbeschaffenheit |
Geschliffen, geläppt und poliert |
Der ursprüngliche Begriff „Oberflächenrundheit: Ra 0,1 μm“ sollte in „Oberflächenrauheit“ korrigiert werden, da sich Ra eher auf die Oberflächenrauheit als auf die Rundheit bezieht.
Referenz zum horizontalen Klingenabstand
Der horizontale Klingenabstand wird zunächst entsprechend der Banddicke und Zugfestigkeit ausgewählt.
|
Material und Zugfestigkeit
|
Horizontaler Abstand als Prozentsatz der Streifendicke
|
| Weiches Aluminium, Kupfer und Messing, ≤100 MPa |
3 %–5 % |
| Weichstahl, Kupferlegierung und Hartaluminium, ≤240 MPa |
Ungefähr 10 % |
| Mittelharter Stahl und weicher Edelstahl, ca. 420–620 MPa |
Ungefähr 12–15 % |
| Edelstahl und hochlegierter Stahl, ca. 700–1310 MPa |
Ungefähr 15–25 % |
Die wichtigsten Referenzbereiche für warmgewalzten Stahl sind:
- Weicherer warmgewalzter Stahl mit Zugfestigkeit ≤240 MPa: Anfangsspiel von ca. 10 % der Banddicke.
- Mittelfester warmgewalzter Stahl mit einer Zugfestigkeit von ca. 420–620 MPa: Anfangsspiel von ca. 12–15 % der Banddicke.
Bei diesen Werten handelt es sich um Referenzwerte für die Ersteinstellung. Das endgültige Spiel muss entsprechend der tatsächlichen Stahlsorte, der Dicke, dem Zustand der Schneidkante, der Maschinengenauigkeit und dem erforderlichen Schnittkantenprofil angepasst werden.
Zu großes Spiel kann zu regelmäßiger Gratbildung führen. Unzureichendes Spiel kann zu erhöhter Materialkompression, Schneidkantenbelastung oder abnormalem Verschleiß führen.
Wie Rotationsschneiderklingen funktionieren
Nachdem das warmgewalzte Stahlband in die Längsteillinie gelangt ist, werden die oberen und unteren Drehmesser auf ihren jeweiligen Dornen montiert. Messer, Distanzstücke und Unterlegscheiben werden entsprechend der erforderlichen Streifenbreite angeordnet.
Der Schneidprozess umfasst:
- Das warmgewalzte Stahlband gelangt in die Längsteillinie.
- Auf der Ober- und Unterwelle sind entsprechend der Zielbreite Rotationsmesser angeordnet.
- Stahlabstandshalter steuern die Klingenpositionen und die Breite des fertigen Streifens.
- Unterlegscheiben werden zur Feinabstimmung der Blattpositionen und des horizontalen Abstands verwendet.
- Ober- und Unterlamellen bilden den erforderlichen horizontalen Abstand und die erforderliche Überlappung.
- Das Stahlband wird beim Durchgang durch die Klingenkanten kontinuierlich geschert.
- Gummiringe und Abstreifringe unterstützen das Niederhalten, die Führung und die Streifenentfernung.
- Die Spaltbänder werden weiter zurückgespult oder weiterverarbeitet.
Die Qualität des Schlitzens hängt nicht nur von der Schärfe der Klinge ab, sondern auch vom Zustand des Dorns, der Präzision der Klinge, der Abstandseinstellung und den Gesamtabmessungen des gesamten Werkzeugstapels.
Komplette Werkzeuge für Warmwalzstahl-Längsteilanlagen
SENDA kann Klingen und unterstützende Werkzeuge entsprechend der Schneidemaschine, den gewünschten Streifenbreiten und der Struktur des Werkzeugstapels konfigurieren.
|
Werkzeugkomponente
|
Hauptfunktion
|
| Rotationsschneiderklingen |
Führen Sie kontinuierliche Längsschlitze durch |
| Abstandshalter aus Stahl |
Kontrollieren Sie die Messerposition und die Breite des fertigen Streifens |
| Unterlegscheiben |
Passen Sie die Blattposition und den horizontalen Abstand fein an |
| NBR-Ringe |
Empfohlen für warmgewalzte Materialien zum Niederhalten, Führen und Abziehen |
| PU-Ringe |
Optional für warmgewalzte Materialien |
| Abstreifringe aus Stahl |
Druck ausüben, schmale Streifen führen und entfernen |
| Trennwerkzeuge |
Schlitzstreifen trennen und führen |
Für warmgewalzte Materialien sind NBR-Ringe die empfohlene Richtung, während PU-Ringe je nach Maschinen- und Materialoberflächenbedingungen ausgewählt werden können.
So wählen Sie rotierende Schneidmesser für warmgewalzten Stahl aus
1. Bestätigen Sie die Parameter für warmgewalzten Stahl
Bitte geben Sie Folgendes an:
- Warmgewalzte Stahlsorte
- Streifendicke
- Zugfestigkeit
- Oberflächenzustand
Diese Informationen werden zur Bestimmung des Blattmaterials, der Härte und des anfänglichen horizontalen Spiels verwendet.
2. Bestätigen Sie die Sägeblatt- und Dornabmessungen
Bitte geben Sie Folgendes an:
- Klingenaußendurchmesser
- Klingeninnendurchmesser
- Klingenstärke
- Abmessungen des Dorns
- Bohrung und Einbauaufbau
- Vorhandene Klingenzeichnung oder physisches Muster
Eventuelle Zeichnungsanforderungen für Ebenheit, Parallelität, Konzentrizität, Radius, Fase oder Schneidengeometrie sollten ebenfalls angegeben werden.
3. Bestätigen Sie die Produktionsbedingungen
Bitte geben Sie Folgendes an:
- Schnittgeschwindigkeit
- Zielstreifenbreite
- Modell einer Schneidemaschine
- Konfiguration mit mehreren Messern
Einige Hochgeschwindigkeits-Längsteilanlagen, die kaltgewalzten und warmgewalzten Stahl mit einer Stärke von ca. 0,5–2,7 mm verarbeiten, haben eine branchenübliche Referenzgeschwindigkeit von ca. 305 m/min. Die tatsächliche Betriebsgeschwindigkeit hängt immer noch von der Banddicke, der Zugfestigkeit, den Klingenabmessungen und den Maschinenbedingungen ab. Diese Geschwindigkeit sollte nicht gleichmäßig auf den gesamten Dickenbereich von 0,1–24 mm angewendet werden.
4. Bestätigen Sie das aktuelle Schlitzproblem
Fotos der Schlitzkante, der Klingenschneide und des Verschleißzustands können bei der Beurteilung helfen:
- Gratposition und -richtung
- Klinge splittert
- Ungleichmäßiger Klingenverschleiß
- Variation der Streifenbreite
- Messer klemmt
- Instabiles Abisolieren
5. Bestätigen Sie die Anforderungen an die unterstützenden Werkzeuge
Bitte bestätigen Sie, ob für die Bestellung Folgendes erforderlich ist:
- Abstandshalter aus Stahl
- Unterlegscheiben
- NBR- oder PU-Ringe
- Abstreifringe aus Stahl
- Trennwerkzeuge
Von der Zeichnungsprüfung bis zur Maßprüfung
Warmgewalzte Schneidmesser aus Stahl müssen zu den vorhandenen Dornen, Abstandshaltern und dem kompletten Werkzeugstapel des Kunden passen. SENDA kann nach Kundenzeichnungen, vorhandenen Blattabmessungen oder physischen Mustern fertigen. Die genehmigte Zeichnung dient als Grundlage für die Produktion und Endproduktprüfung.
Zeichnung und Parameterüberprüfung
Vor der Produktion werden die technischen Informationen überprüft, um Folgendes zu bestätigen:
- Außendurchmesser, Innendurchmesser und Dicke der Klinge
- Abmessungen der Bohrung-zu-Dorn-Passung
- Anforderungen an Ebenheit und Parallelität
- Konzentrizitätsanforderungen
- Radius, Fase und innovative Struktur
- Maßtoleranzen und Prüfdaten sind in der Zeichnung angegeben
Klingenmaterial, Härte und Präzisionsgrad werden auch entsprechend der Dicke des warmgewalzten Stahls, der Zugfestigkeit und den tatsächlichen Schlitzbedingungen ausgewählt.

Maßprüfung der fertigen Klinge
Nach der Bearbeitung werden die fertigen Blattabmessungen und der Oberflächenzustand gemäß den genehmigten Zeichnungs- und Bestellanforderungen überprüft. Dies trägt dazu bei, zu bestätigen, dass die Sägeblätter zu den vorhandenen Dornen und Werkzeugkonfigurationen des Kunden passen.
Zu den Inspektionsgegenständen können gehören:
- Außendurchmesser
- Innendurchmesser
- Klingenstärke
- Zeichnungsspezifische Maße
- Schnitthaltigkeit und Oberflächenbeschaffenheit
- Maßhaltigkeit kompletter Werkzeugsätze
Herstellungsprozess
SENDA stellt industrielle Schlitzwerkzeuge aus geschmiedeten legierten Werkzeugstählen, Schnellarbeitsstählen, proprietären Stählen und pulvermetallurgischen Hochleistungsstählen her.
Der Hauptherstellungsprozess umfasst:
- Anwendungs- und Zeichnungsprüfung
- Bestätigung von Klingenmaterial und Härte
- Rohmaterialvorbereitung und Schmieden
- Vakuumwärmebehandlung oder Salzbadwärmebehandlung
- Temperieren
- CNC-Maßbearbeitung
- Innen- und Außenrundschleifen
- Präzises Flächenschleifen
- Modernste Verarbeitung
- Läppen oder Polieren
- Maß- und Oberflächenprüfung
- Rostschutz und Verpackung
Der tatsächliche Produktionsweg kann je nach Klingenmaterial, Abmessungen und Präzisionsanforderungen variieren.
Inspektion und Qualitätskontrolle
SENDA nutzt Materialanalyse, Maßprüfung und Oberflächenprüfung, um Rohstoffe, Herstellungsprozesse und fertige Klingen zu kontrollieren.
|
Inspektionsgegenstand
|
Inspektionsinhalt
|
| Spektralanalyse |
Überprüft die chemische Zusammensetzung des Materials |
| Metallographische Analyse |
Bewertet die Mikrostruktur des Materials |
| Zerstörungsfreie Prüfung |
Überprüft Material- oder Produktfehler |
| OD- und ID-Inspektion |
Prüft Außen- und Innendurchmesser gemäß der genehmigten Zeichnung |
| Dickenprüfung |
Überprüft die Klingenstärke |
| Ebenheitsprüfung |
Überprüft die Ebenheit der Klinge |
| Parallelitätsprüfung |
Überprüft die Parallelität zwischen Arbeitsflächen |
| Konzentrizitätsprüfung |
Überprüft die konzentrische Beziehung zwischen Bohrung und Außendurchmesser |
| Prüfung der Oberflächenrauheit |
Prüft die Rauheit geschliffener oder polierter Oberflächen |
| Modernste Inspektion |
Überprüft Absplitterungen, Grate und Schleifzustand |
Die spezifischen Prüfpunkte werden anhand des Blattmaterials, der Abmessungen, der Zeichnungen und der Bestellanforderungen festgelegt.
Verpackung und Lieferung
|
Artikel
|
Spezifikation
|
| Mindestbestellmenge |
2 Stück |
| Lieferzeit |
30–35 Tage |
| Rostschutz |
Rostschutzöl |
| Innerer Schutz |
Schützende Plastikverpackung |
| Umverpackung |
Stabiler Sperrholzkoffer |
| Zahlungsbedingungen |
L/C, D/A, D/P, T/T, Western Union |
| Zertifizierung |
ISO 9001 |
| Herkunftsort |
China |
Vor dem Verpacken erhalten die Klingen einen Rostschutz. Eine schützende Kunststoffverpackung und eine stabile Sperrholzkiste tragen dazu bei, das Risiko von Feuchtigkeit, Korrosion und Schnittkantenschäden während des Transports zu verringern.
Häufig gestellte Fragen
Welche Materialien sind für Schneidmesser aus warmgewalztem Stahl erhältlich?
Zu den verfügbaren Materialien gehören LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 und Cr12MoV. LS7, LS6 und LS13 werden entsprechend der Dicke des warmgewalzten Stahls ausgewählt. Andere Materialien werden entsprechend der Bandfestigkeit, der Oberflächenbeschaffenheit und den tatsächlichen Schneidanforderungen ausgewählt.
Welche warmgewalzte Stahldicke können die Klingen verarbeiten?
Der aktuelle Schnittstärkenbereich liegt bei 0,1–24 mm. Unterschiedliche Dicken, Stärken und Maschinenbedingungen erfordern unterschiedliche Klingenmaterialien, Härten, Abmessungen, Spaltmaße und Betriebsgeschwindigkeiten.
Ist HRC 62–64 für jedes Klingenmaterial geeignet?
Nein. HRC 62–64 ist nur für entsprechende Werkzeugstahlklingenspezifikationen verfügbar. Stähle der LS-Serie, HSS, Materialien der SD-Serie und andere Güten erfordern eine Härteauswahl entsprechend ihren Materialeigenschaften und den tatsächlichen Betriebsbedingungen.
Welcher horizontale Abstand sollte für das Schlitzen von warmgewalztem Stahl verwendet werden?
Für weicheren warmgewalzten Stahl mit einer Zugfestigkeit ≤240 MPa können etwa 10 % der Banddicke als Ausgangsreferenz verwendet werden. Für mittelfesten warmgewalzten Stahl mit ca. 420–620 MPa können ca. 12–15 % als Ausgangsreferenz verwendet werden. Das endgültige Spiel sollte entsprechend dem tatsächlichen Schnittkantenprofil, dem Gratzustand, der Maschinengenauigkeit und dem Klingenzustand angepasst werden.
Welche Klingenpräzision kann SENDA bieten?
Abhängig vom Klingendurchmesser kann die Dickentoleranz ±0,001 mm und die Parallelität 0,002 mm erreichen. Die Standardoberflächenrauheit beträgt Ra 0,2 μm, während anwendbare polierte Spezifikationen Ra 0,1 μm erreichen können.
Welche Informationen werden für ein Angebot benötigt?
Bitte geben Sie die warmgewalzte Stahlsorte, die Dicke, die Zugfestigkeit, die Schnittgeschwindigkeit, die gewünschte Streifenbreite, den Außen- und Innendurchmesser des Messers und das T des Messers, die Abmessungen des Dorns, das aktuelle Messermaterial, die aktuellen Schneidprobleme, die Zeichnung und die erforderliche Menge an.
Erforderliche Informationen für ein individuelles Angebot
Um das geeignete Klingenmaterial, die Härte, die Maßgenauigkeit und die Werkzeugkonfiguration zu bestimmen, geben Sie bitte Folgendes an:
- Warmgewalzte Stahlsorte
- Dicke des warmgewalzten Stahls
- Zugfestigkeit
- Schnittgeschwindigkeit
- Zielstreifenbreite
- Außendurchmesser, Innendurchmesser und Dicke der Klinge
- Abmessungen des Dorns
- Aktuelles Klingenmaterial
- Aktuelles Grat-, Absplitterungs- oder Verschleißproblem
- Erforderliche Distanzstücke, Gummiringe oder Abstreifringe
- Technische Zeichnung der Klinge
- Vorhandene Klingenfotos oder physische Abmessungen
- Benötigte Menge
Laden Sie Ihre Klingenzeichnung hoch und geben Sie die Dicke des warmgewalzten Stahls, die Zugfestigkeit und die Schlitzlinienparameter für Material, Maßtoleranz und eine vollständige Überprüfung der Werkzeuge an.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!